

Ogrupo de rolosé um componente central do transportador da correia, responsável por apoiar a correia transportadora e reduzir a resistência de corrida. Sua qualidade de montagem afeta diretamente a estabilidade, a vida útil e o ruído operacional do transportador. O seguinte detalha os principais pontos da montagem do grupo de rolos de quatro dimensões: preparação pré-montagem, processo de montagem do núcleo, para garantir um processo de montagem padronizado e eficiente.
1. Preparação pré-montagem: Coloque a base e evite riscos
Antes da montagem, três tarefas principais - "Inspeção de materiais, preparação de ferramentas e limpeza do meio ambiente" - devem ser concluídas para evitar retrabalhos ou riscos de qualidade causados por omissões preliminares.
1.1 Contagem de material e inspeção de qualidade
● Verifique os componentes do núcleo do grupo de rolos um por um: rolos (incluindo corpos de rolos, caixas de rolamentos, rolamentos e vedações de óleo), suportes, eixos, prendedores (parafusos, porcas, arruelas) etc. Verifique se a quantidade corresponde aos desenhos, sem peças ausentes ou erradas.
● Triagem de qualidade dos principais componentes:
◆ Corpo do rolo: sem solavancos, deformação ou ferrugem na superfície; Espessura uniforme da parede (inspeção de ponto com uma pinça está disponível); As caixas de rolamento nas duas extremidades são firmemente soldadas (sem soldagem falsa ou rachaduras).
◆ Rolamentos: rotação flexível sem bloqueio ou ruído anormal; tampas intactas de vedação (para impedir a entrada de poeira e óleo); Os modelos correspondem aos desenhos (por exemplo, rolamentos de esferas de ranhura profunda 6204, 6205).
◆ Suportes: o material atende aos requisitos (principalmente aço Q235); Sem rebarbas ou deformação nas articulações de soldagem; Posição precisa dos orifícios de montagem (o diâmetro do orifício corresponde aos parafusos, com um erro ≤ 0,5 mm).
1.2 Ferramenta e preparação de material auxiliar
● Ferramentas essenciais: chave de torque (crítica para garantir que o torque de aperto para o parafuso atenda aos padrões), chave de chave ajustável, chave de soquete hexagon, pinça (para medir dimensões), medidor de senso (para medir lacunas), o martelo de borracha (para evitar os componentes do knocking).
● Materiais auxiliares: graxa (combinando os rolamentos, como a graxa à base de lítio nº 2, usada para lubrificação por rolamento), inibidor da ferrugem (pulverizado nas juntas de soldagem dos suportes após a montagem), limpando pano (para limpar manchas de óleo e poeira nos componentes).
1.3 Requisitos de ambiente de montagem
● O local deve ser plano e seco, evitando ambientes úmidos (para evitar a ferrugem dos componentes) e ambientes empoeirados (para impedir que as impurezas entrem nos rolamentos).
● Coloque almofadas de proteção (por exemplo, almofadas de borracha, placas de madeira) para evitar arranhões no corpo do rolo causado pelo contato direto com o solo.
2.
A montagem dogrupo de rolosDeve seguir a sequência de "primeiro monte a unidade de rolo → Em seguida, monte o suporte → finalmente corrige e verifique". A precisão deve ser controlada em cada etapa para evitar o desalinhamento do componente.
Etapa 1: montagem da unidade de rolos (o núcleo do núcleo)
A unidade de rolo é a "unidade de execução" do grupo de rolos, composto pelo corpo do rolo, rolamentos, eixo e vedação de óleo. Durante a montagem, concentre -se em garantir "rolamentos flexíveis e vedação confiável".
1.1 Montagem de rolamentos e caixas de rolamento
Primeiro, aplique uma pequena quantidade de graxa na parede interna do alojamento do rolamento (uma camada fina que cobre a parede interna é suficiente; graxa excessiva pode fazer com que o rolamento aqueça).
● Use uma prensa para pressionar suavemente o rolamento no alojamento do rolamento (o ponto de aplicação de força está no anel externo do rolamento; pressionar o anel interno é proibido). Certifique -se de que não há lacuna entre o rolamento e o alojamento do rolamento (a inspeção com um medidor de sensores está disponível, com um intervalo ≤ 0,05 mm).
● Instale a vedação de óleo: incorpore a vedação de óleo (principalmente vedação de óleo de lip duplo) na ranhura do alojamento do rolamento. Verifique se a vedação do óleo está firmemente presa ao anel externo do rolamento sem desvio (para evitar vazamentos de graxa ou entrada de poeira durante a operação).
1.2 Montagem de eixo e corpo do rolo
● Passe o eixo (com uma superfície lisa e sem rebarbas) através do anel interno do rolamento em uma extremidade do corpo do rolo e empurre -o suavemente para o anel interno do rolamento na outra extremidade. Verifique se o eixo está totalmente preso ao anel interno do rolamento (sem folga).
● Teste de rotação do corpo do rolo: gire o corpo do rolo manualmente; Ele deve girar de maneira flexível sem tocar ou ruído anormal, e a inércia de rotação deve ser uniforme (sem "sentimento de gagueira"). Se houver bloqueio, desmontar e verifique se o rolamento está instalado no contrário ou se há impurezas.
Etapa 2: montagem de unidade de rolo e suporte
O suporte é o "quadro de suporte" do grupo de rolos. É necessário garantir a posição precisa da unidade de rolo no suporte para evitar o desvio da correia transportadora.
2.1 Posicionamento da unidade de rolo
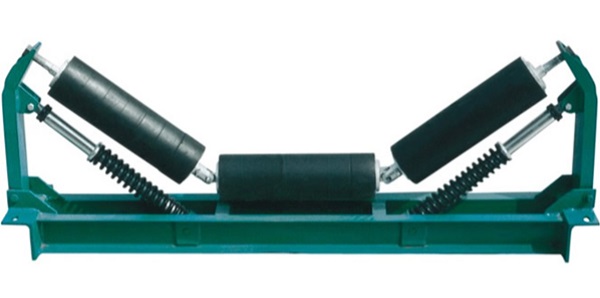
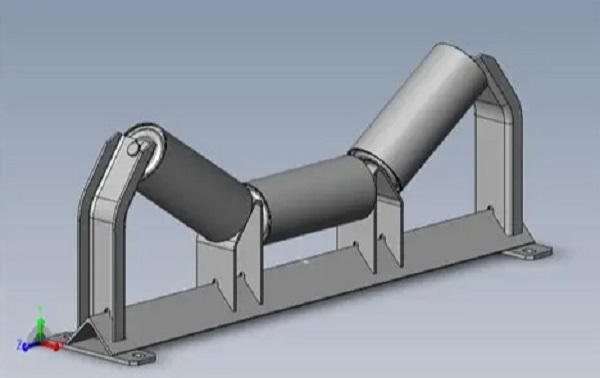
● De acordo com os requisitos dos desenhos, coloque as unidades de roletes montadas (um único grupo de rolos geralmente contém 2-5 unidades de roletes; por exemplo, um "grupo de rolos paralelos" contém 3 unidades e um "grupo de rolos da calha" contém 2 rolos laterais + 1 rolo médio) nas ranhuras de montagem da soleira.
● Atenção especial deve ser dada ao grupo de rolos da calha: o ângulo entre os rolos laterais e o rolo do meio (geralmente 30 °, 35 °, 45 °, de acordo com os requisitos de desenho) deve ser medido com uma governante de ângulo, com um erro ≤ 1 ° (o desvio do ângulo causará força desvencionada no correio de transmissão, facilmente a desvio).
2.2 fixação de parafusos
● Passe os parafusos através dos orifícios de montagem do suporte e dos orifícios da caixa do rolamento da unidade do rolo, coloque as arruelas (arruela plana + arruela de mola para evitar afrouxamento) e primeiro aperte as nozes manualmente.
● Use uma chave de torque para apertar os parafusos de acordo com o torque especificado nos desenhos (por exemplo, o torque para os parafusos M10 é geralmente 25-30N · m e para os parafusos M8 é de 15-20N · m). É proibido torque excessivo (que pode causar quebra de parafuso) ou torque insuficiente (que pode causar afrouxamento durante a operação).
● Sequência de aperto: aperte simetricamente (por exemplo, 4 parafusos devem ser apertados em uma "sequência diagonal" para evitar a deformação do suporte).
Etapa 3: Verificação geral e ajuste
Após a montagem, realize uma inspeção geral para corrigir os desvios em tempo hábil:
● Use um nível para detectar a superfície inferior do suporte: verifique se o suporte é horizontal (desvio horizontal ≤ 0,5 mm/m). Se estiver inclinado, ajuste as juntas (coloque as juntas na parte inferior do suporte; é proibida a flexão forçada do suporte).
● Verifique o paralelismo das unidades de rolo: os rolos laterais da calhagrupo de rolosdeve ser distribuído simetricamente em ambos os lados do rolo do meio, com um erro de paralelismo ≤ 0,3 mm/m (detecção pelo método de puxamento de corda: puxe uma linha reta nas duas extremidades dos rolos e meda a diferença de distância entre os rolos e a linha reta).
● Gire todos os rolos novamente: verifique se todos os rolos giram de maneira flexível sem "interrupção individual". Se houver bloqueio, desmonte e verifique a montagem dos rolamentos ou eixos.











